Recently, automation and robotization is quite a popular topic.
Supermarkets without cashiers appear, Mask tries to
get robots to produce a sufficient number of cars a week , Swedes launch a
robotic car production line , the Russian Post
automates the delivery of correspondence using drones. Someone begins to fear the loss of jobs, someone is experimenting with the
unconditional basic income , many are wondering what all this will lead to. However, we already have a branch of industry in which full automation took place quite a long time ago - the semiconductor industry. How and why this happened and what it led to - let's see.
Why are people in semiconductor manufacturing not needed?
Since the emergence of the semiconductor industry, it became clear that in the production process there is no place for man. In many cases, the expression "handmade" is synonymous with something expensive and of very high quality, but in semiconductor manufacturing, this is the worst thing that can happen to your products. A person in semiconductor manufacturing has three main problems:
- Inaccuracy and irreproducibility of movements , as in one operator, and from operator to operator. The operator puts the plate into the installation each time in different ways, with different force, somewhere presses, removes something in different ways, etc. etc. Of course, there are craftsmen with perfect coordination of movements that can shoe a flea, but firstly, there are not enough of them for a whole plant, secondly, they can also get sick, go on vacation, on maternity leave, etc. And the production should always produce the same result, regardless of the operator.
- Errors. Errare humanum es t - to err is human. No matter how responsible and focused the operator is, there will still be mistakes. As you know , in aviation, 60% of the causes of accidents are pilot errors, and there people are responsible and concentrated like nowhere else. What can we say about the usual production. The wrong plates, the wrong side, the wrong operation, the wrong recipe, mixed data, routes, masks, etc. etc.
- Pollution. At the dawn of semiconductor production, it became clear that when they hit the plate, particles present in the atmosphere destroy devices and reduce the yield to almost zero. To combat this problem, production was moved to clean rooms with filtered air. Clearing the air is not a problem: HEPA filters do an excellent job, but keeping the air clean is no longer so simple and the main problem is the person who is the main source of particles in a clean room. This is clearly seen on the graph of the dependence of the number of particles in the air on time - the beginning and end of the working day are clearly visible, outside of this time the number of particles drops to almost zero.
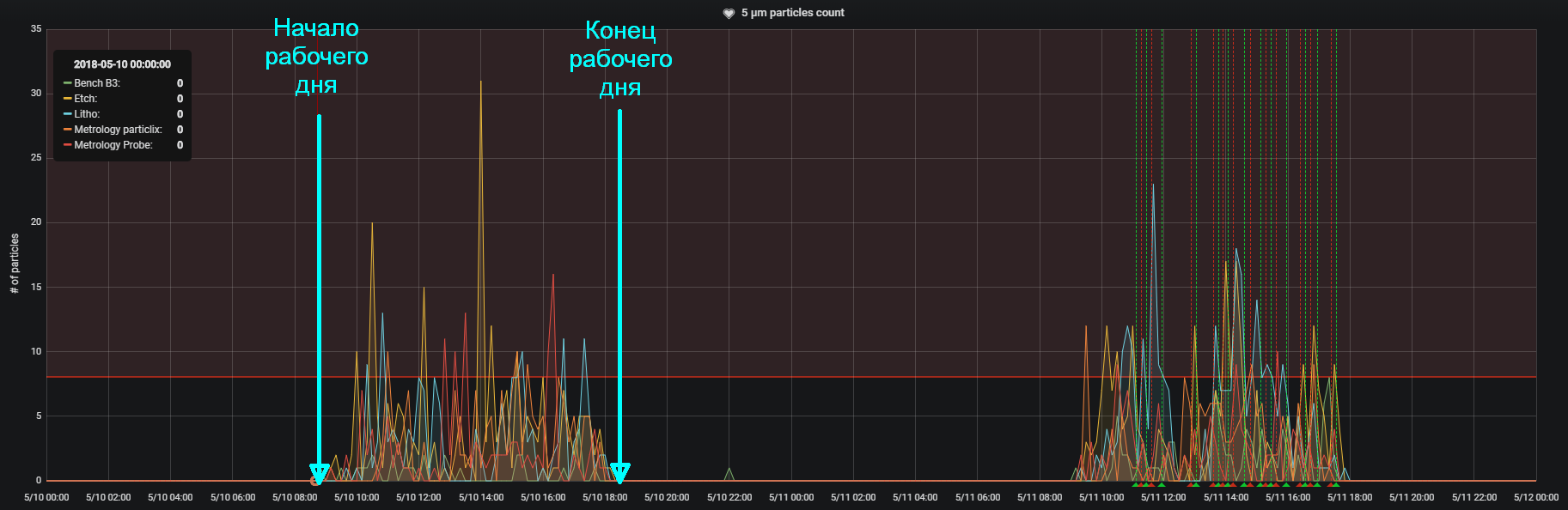
The dependence of the number of particles of 5 microns in the atmosphere of a clean room on the time during two days when working in one shift (Production of MEMS, ISO6 purity class).
From the foregoing, it is clear that a person must be removed from semiconductor production - the less often he appears there, the higher the yield will be and, accordingly, the greater will be the profit from one plate. It is understandable, but how to move from a university facility with magnets on clay to a fully automatic factory?
Automation history
Since I worked for a long time as a process engineer in plasma chemical (dry) etching, I will illustrate the history of automation mainly with dry etching units.
First install
Installation of dry etching Leybold F1. Source: Technical University Delft, The Netherlands.The first installations had no automation. The operator opened the etching chamber (round thing on the right), put the plate in there, pumped out the chamber, set gas flows and power, and started the process. The pressure was regulated by the pumping speed, the generator was matched to the plasma manually by the reflected power, the time of the process using a stopwatch.
Cons of this setup:
- Pumping the pickling chamber every time you change the plate is long, poor reproducibility
- When opening the chamber, gases that are not very useful for health may be emitted - in the upper right corner you can see a transparent ventilation socket to remove residual gases
- Placing the plate in the chamber depends on operator accuracy - poor reproducibility
- Manual control of process parameters - poor reproducibility
Pros:
- You feel involved in the process - it's like an audiophile to put a record. Only still in the gramophone - and do not forget to start the spring and sharpen the needle.
Nowadays, such machines are practically not used - except that they have remained in universities from ancient times and are used for educational purposes.
Implementation of gateways and prescription management
Installation of deep melting silicon Plasma Pro Estrelas 100 firm Oxford Instruments. Source: Oxford Instruments.The next step (or even two) was the introduction of prescription control and a gateway with a manipulator. During prescription control, the operator does not set the process parameters every time and monitors them in the course of work, while the process engineer writes a recipe in which all the parameters are specified and the machine itself observes the observance of the parameters. If parameters cannot be provided, the machine stops and gives an error.
The chamber in which the process occurs always remains pumped out and rarely opens, only for maintenance and repair. For loading the gateway is used (in the photo - the left console part of the installation). The operator loads the plate into the gateway, pumps the gateway to the working pressure of the chamber and using the manipulator (manual or mechanized) moves the plate into the chamber, returns the manipulator, closes the partition between the gateway and the chamber, selects the recipe for processing and presses "start". After the process is completed, the plate is removed by the manipulator and the next one is loaded through the gateway.
Pros:
- It is not necessary to open the working chamber every time - safety for the operator improves and productivity and reproducibility increase
- Using recipes improves reproducibility.
Minuses:
- The operator puts the plate into the gateway anyway - a source of errors and irreproducible placement
- Low efficiency - the operator must regularly change the plates, for each installation you need your own operator, and we are trying to get rid of people in a clean room
Such facilities are widely used in our time in universities and laboratories in the study of new devices, the development of fundamentally new processes, etc. The size of the plates does not exceed 200 mm.
The introduction of boot robots
Installation of dry etching of Rainbow 4520 dielectrics by Lam Research. Source: Semigroup.To eliminate the two minuses of the previous generation, the loading of the plates was shifted to the robot. The operator places a cassette with plates in the installation (25 pcs.), The robot takes the plate from the cassette, orients it on the base slice (or notch - unfortunately, I don’t know the correct Russian term), puts the other robot into the gateway, and then from the gateway to the camera . Another option is to place the cassette completely in the lock chamber, it is pumped out and only one robot is used.
Pros:
- Same as previous generation.
- Due to the use of robots in the orientation and movement of the plate, the reproducibility of the placement of the plate in the chamber is improved
- The installation automatically processes plate after plate, the operator can serve several installations - the number of operators in a clean room is reduced
Minuses:
- Inefficient use of the robot. Robots are very expensive. The cost of the robot is 40% -50% of the cost of the entire installation, and since the processing time of the plate significantly exceeds its loading time, the robot basically stands idle.
- Operator errors are possible.
Such plants were widely used in industry in the 80s and 90s, they are now living out in universities and small factories (for example, MEMS). The plate size is usually up to 200 mm.
Implementation of cluster installations
Endura Cluster Spray System Applied Materials. In the center is visible a vacuum robot with two plates, on the sides - working chambers. Two smaller cameras in the background - lock. All cameras and the transport module are open for beautiful photos. Source: Applied Materials.To eliminate the disadvantage of the previous generation (idle expensive robot), it was proposed to use a cluster system: one robot (more precisely, a bunch of two robots, atmospheric and vacuum) serves several cameras at once, it turns out a cluster - one transport module and 3-6 modules processing plates.
Pros:
- Same as in previous generation.
- Effective use of the robot, servicing multiple cameras, it works almost continuously
Minuses:
- The operator can still make a mistake by picking up the wrong cassette or choosing the wrong recipe on the machine.
- Installation with a robot and several cameras is quite expensive (several million dollars) - only suitable for mass production
This is the most modern type of installation used for plates up to 300 mm. Its introduction entailed changes in the cassettes and in the design of clean rooms.
The introduction of closed boxes for cassettes
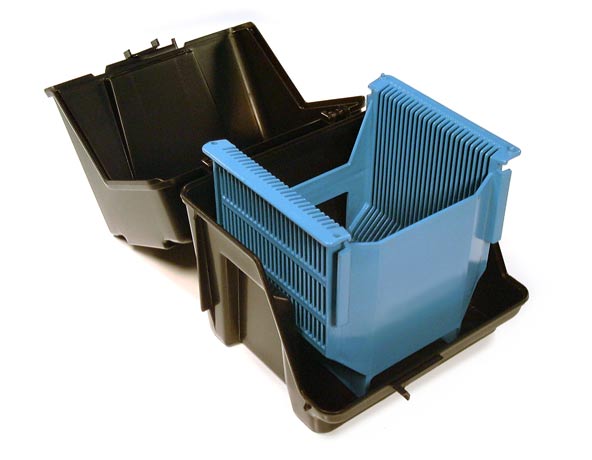 Open cassette and box for 200 mm plates. Source: ePak.
Open cassette and box for 200 mm plates. Source: ePak.The first cassettes were open and simply stored in boxes. The operators moved the boxes from place to place, before loading into the car, took the cassette out of the box and either put the whole cassette in the car or loaded the plates one by one. The openness of the box imposed significant restrictions on the cleanliness of the premises; for the production of electronics, rooms of 1st class purity were required.
Clean room "corridor" type.Since maintaining this class of cleanliness is quite expensive, clean rooms were designed as follows: a clean corridor, where operators walk and there are installation modules and so-called “gray” zones, where the main part of the equipment goes and where it is serviced. Since the plates never fall into the “gray” zone, its cleanliness class can be much lower, which reduces the cost of production facilities. Such an arrangement of installations is called “through-the-wall”, let's call this clean production room of a “corridor” type.
"Gray" zone, there is equipment maintenance.With the introduction of fully automatic installations, innovations also touched boxes / cassettes - they became completely closed, for 200 mm they are called SMIF (Standard Mechanical Interface), for 300 mm FOUP (Front Open Unified Pod, pronounced “fup”). Such boxes have two characteristic features:
- Plates are completely isolated from the atmosphere.
- Boxes are designed for automatic transfer of robotic captures - you can automate the process of transferring pastines from one installation to another
SMIF - box and cassette for 200 mm plates. Source: Wikipedia.FOUP - box and cassette for 300 mm plates. The front cover opens only after the fup is attached to the installation. Source: RodeFinch.Now the processing of the plates is as follows: the box is docked to the installation, inside which clean filtered air is blown, a slight overpressure is maintained and the person is not there. After hermetic docking, the atmospheric robot takes the plate from the box and places it in the airlock, from where it is taken by the vacuum robot after being pumped out. Thus, the plate never sees the atmosphere in which people are present. This reduced the cleanliness class in the production area. Such a room has a cleanliness class of 1000 and is called a “hall” type room (ball room). Now, instead of a large number of parallel corridors, a clean production room is a huge single room in which rows of installations are located.
Clean room "hall" type. There is no division into "clean" and "gray" zones. Source: IMEC.Introduction of automatic plate transport
The final step in automation was the introduction of automatic transportation of boxes between units. This is done using a transport system located under the ceiling of the production room. In accordance with the technological route, the box arrives at a particular installation, the recipe is automatically selected, after the process ends, the box moves to another installation (for example, metrology), the parameters are measured, if everything is OK, the box goes to the next operation, etc. Operator intervention is not required. There is only one minus here - cost, but if our production is quite massive, then the
cost of one chip will be quite small and we will quickly eliminate investment in such a plant (the main thing is to correctly guess the market and know how to make a good chip).
Fully automated semiconductor plant, under the ceiling are visible rails of the transport system with white "cars" for fups. In the foreground, fups docked to installations. Slightly further to the right, one of the fups either rises from the installation or goes down from the "car". Source: Toshiba.Automatic process control system
Since Geektimes is an IT resource, a few words should be said about the IT system that manages such automated plants (MES - Manufacturing Execution System). At once I will make a reservation that I am not an IT specialist, I have a physical and technical education, I worked mainly as a technologist, therefore I worked with MES only as a user. The main idea of MES is to ensure quality by reducing the likelihood of human error. I will write a separate article about quality control somehow, but for now let's stop at MES.
So MES does (or lets do) the following:
- Stores technological routes. Each product has its own route, with a list of operations, recipes, specifications (final and intermediate). Changes to the route or recipe are not so easy to make - this can be done only after the changes are approved by a special body and after receiving a bunch of approvals and approvals. Recipes on installations are not stored to avoid accidental changes - they lie on the server, before processing the plates, MES uploads the recipe from the repository to the installation, processes the plates and deletes the recipe from the installation until the next use.
- Responsible for the movement of the lot (lot of plates in one box) along the route. MES knows which operation is the next and, after the completion of one operation, gives a command to the robot supply system for moving the lot to the next installation. At the same time, it is determined on which installation the operation will be performed (there may be several of them being the same, but one is busy, the other is for maintenance, etc.). Naturally, the entire history of the lot is preserved - when it was processed, on what installation, were there any problems, etc.
- Checks products for compliance with specifications. After many technological operations, metrology operations are underway - something is necessarily measured (film thickness, line size, step height, electrical parameters at the end, etc.). MES has the limits of such measurements. If everything falls within the limits - the lot moves to the next operation, if not - the lot stops and information is sent to the appropriate process engineer.
- Collects statistics. How many lots are on which operation, how long does it take to perform one operation and / or the entire route, etc. etc. All this helps in production planning. If anyone is interested in the topic of production planning, I can advise E. Goldratt's entertaining book “The Goal”.
People removed from production - what is the result?
Today, semiconductor production is fully automated - in principle, if you insert a cartridge with clean silicon plates from one end of the factory, then in about three months (if everything goes smoothly), from the other end you will get a cartridge with working processors, and no one touched the cassette or the plate with his hands.
The work of a technologist who develops processes has evolved from picking in the installation and tracking all the parameters of the process into the work of the clerk at the computer: access to the installation is remote, a new recipe is written and instructions are given on how to use it; as soon as a window appears in production (and it may appear at two o'clock in the morning - production is round-the-clock), operators (yes, they still do, even in fully automated production) process and measure the plate in accordance with the instructions and send the report. The technologist reads the report, makes a new recipe (and if the results are good, it makes changes to the process), and so on ad infinitum, until the product is removed from production. During my time at GlobalFoundries, I appeared in the clean production area once a year, so as not to forget how the installations look. When working in a non-automated production (or in a scientific institute, like IMEC), you have to go to the clean part almost every day.
In reality, of course, even in fully automated production, human intervention is sometimes required - something goes wrong, machines break, raw materials come with hidden defects, etc. And, of course, a huge number of people need to have such a “deserted” production function - process engineers who develop and improve technical process; service engineers who monitor the equipment (both their own and from the equipment manufacturer); clean room engineers and technicians (maintenance of ventilation, air conditioning, supply of chemicals, etc.), IT specialists involved in maintaining and improving the MES, administrative staff, and so on and so forth ... So, paradoxically, deserted production requires quite a lot of people for their functioning. So, GlobalFoundries employs over 3,000 people in Dresden.
Conclusion
Automation and robotization, which is much talked about lately, has long been accomplished in semiconductor manufacturing. All modern large factories, in one of which the processor of your smartphone / laptop / computer was made, work in fully automatic mode. But this did not at all lead to the disappearance of people in such factories - they just moved from their production premises to offices (and, I must say, some of the romance went away).