In the process of preparing for the cosplay festival, many technical problems have to be solved. To plausibly transfer to real life what we see on the big screen, you have to go to many tricks, and in conditions of limited resources and budget creative skills are extremely exacerbated.
The ShieldMolotPapiToni team offers its solution to the task of making a lightsaber.
One of the rare materials is transparent tubes. They can be mined in advertising workshops where light designs are made. We carried out on-call dialing of all those involved in such a matter within a radius of 500 kilometers around Krasnoyarsk. All that we could offer was the assurance that some plant would supply the required pipe to the production plan and, perhaps, it would be brought in about 3-4 months. Plus prepayment. Obviously not our option.
We decided to do everything with their own hands.
In general, we did not quite a Jedi sword, but the design is similar. So, to create a luminous blade, you need a strong transparent plastic.
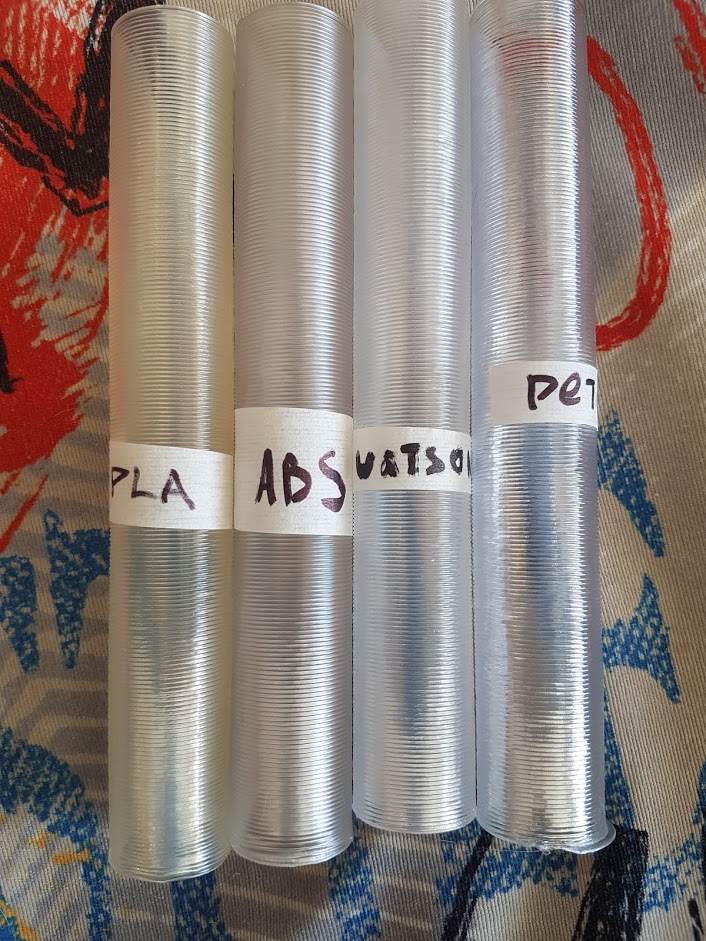
For the tests, we took the materials already known to us and decided to master new ones:
- Natural PLA is a well-known material for everyone working with 3d printing. Differs in ease of the press, high rigidity.
- Natural Watson (SBS) is a very popular plastic for printing thin-walled products. The ease of post-processing, which makes the product even and transparent, made this plastic the best choice for creating vases / bottles / dishes / lamps, etc. They are easy to print, characterized by moderate softness.
- Natural PETG is a recently popular material. Differs in magnificent interlaminar soldering. Practical experience with him is not enough, we will make up.
- Transparent ABS is a very mysterious material. Natural ABS has an ivory color — white with a slight warm yellowish tinge. Apparently, transparency is achieved by adding some substance. According to the manufacturer, printing and processing does not differ from conventional ABS.
A printer with a print height of 1 meter could not be found either, and there was not enough time to collect one. Therefore, a test for bonding strength was added to the strength test of the structure itself.
Printing was done with the following settings:
- The temperature of the printing and the table for each material was chosen closer to the upper boundary of the manufacturer's recommendations - this is the higher the probability of getting a more solid spike of layers.
- The nozzle is 1.2 mm, the layer is 0.6 mm, the extrusion width is 2.4 mm. Print mode - spiral vase.
- Airflow is included with 3 layers, even for ABS - there is a risk that a thick layer of plastic will not have time to cool down and the design will float.
- Printing speed of 15 mm / sec - you should not rush when printing such objects, the lower the speed the better the thick enough layer of plastic cools.
- The model is a simple cylinder with a diameter of 30 mm and a height of 200 mm (print height of the vast majority of popular printers).
PETG looks the most transparent in appearance due to excellent soldering of layers. Next is Watson. ABS and PLA share third place.
Gluing.
Since the print height of the printer is not enough for a more or less decent sword, it remains only to glue:
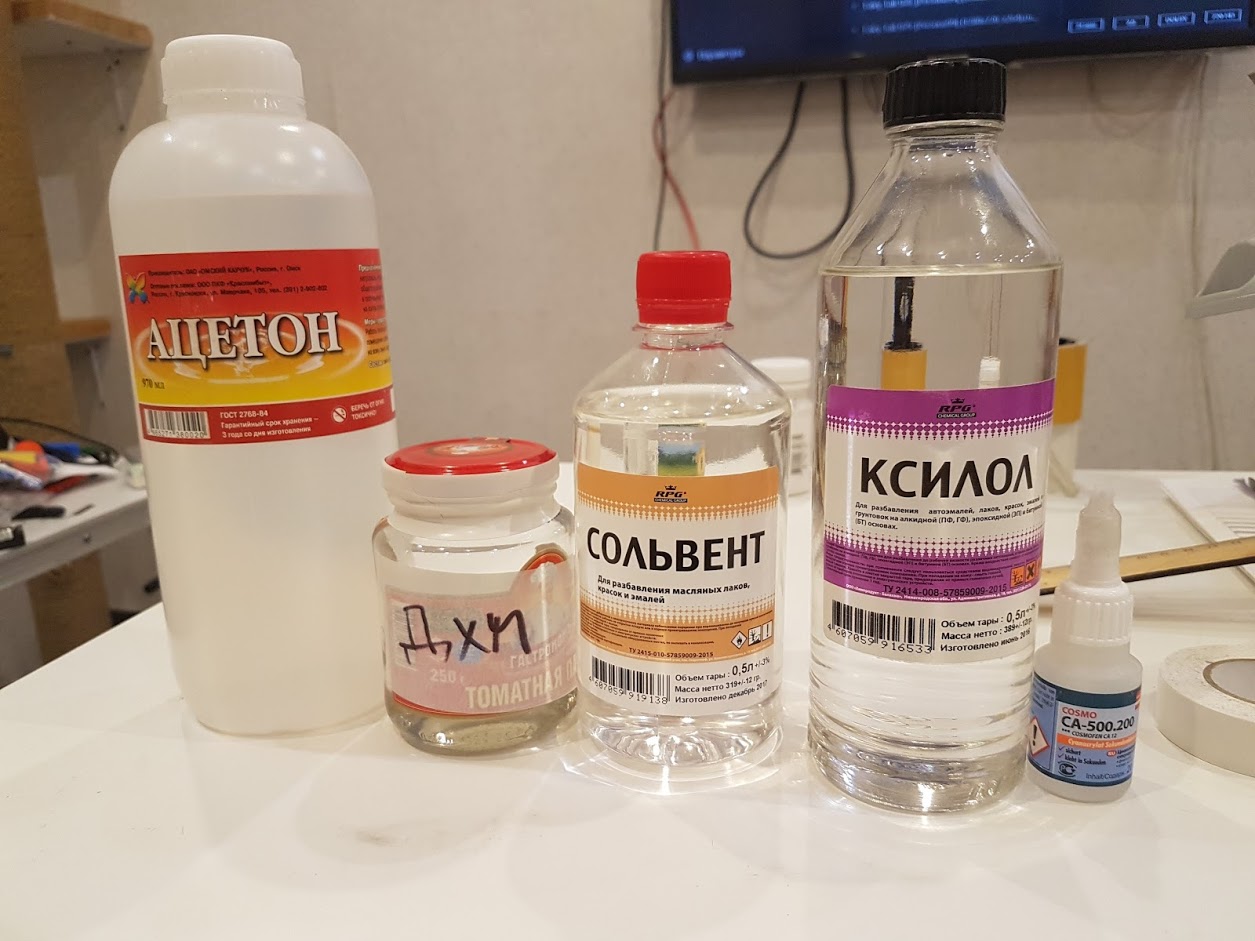
- PLA - dichloromethane.
- Watson - solvent or xylene (try both options).
- PETG - no solvents were found, so we will use cyanoacrylate (also known as superglue).
- ABS - acetone.
When printing with a spiral vase, the tubes are smooth on one side and a step on the other:

It is not necessary to cut a step - it is excellent for joining the two upper parts of the tube:

Cyanoacrylate hardens due to moisture in the air, to speed up the process included a humidifier:

Ready to test tubes:

Tests
To begin with, all the glues were tested for static load. A packet with dumbbells weighing 2 kg was suspended to the center of each rod.

PLA was the toughest, 60 cm of the tube almost did not bend:

ABS confidently holds 2 position on the deflection

PETG slightly behind ABS

Expected, Watson behaves the softest

In order to evaluate the strength in dynamics, we decided to break the tube with a shinai - a kendo training sword.
All samples withstood at least one well delivered strike. Shards collected for study.

PLA in the first place was glued along the seam, in the second it broke down near the seam:

Watson broke up in layers and broke down:


PETG was half sold in the glueing area, half cracked:

ABS sold by gluing. In the place of impact, a change in the transparency of the plastic is seen:

The intermediate result: all plastics held with dignity. I honestly expected everyone to break with one blow.
According to the results of the tests, a transparent ABS was chosen in our project - in the event of a breakdown, it is quickly and easily glued with acetone / dichloromethane and is perfectly processed (passed through the skin, so that the light from the LEDs would be more even).
The result is a sword:

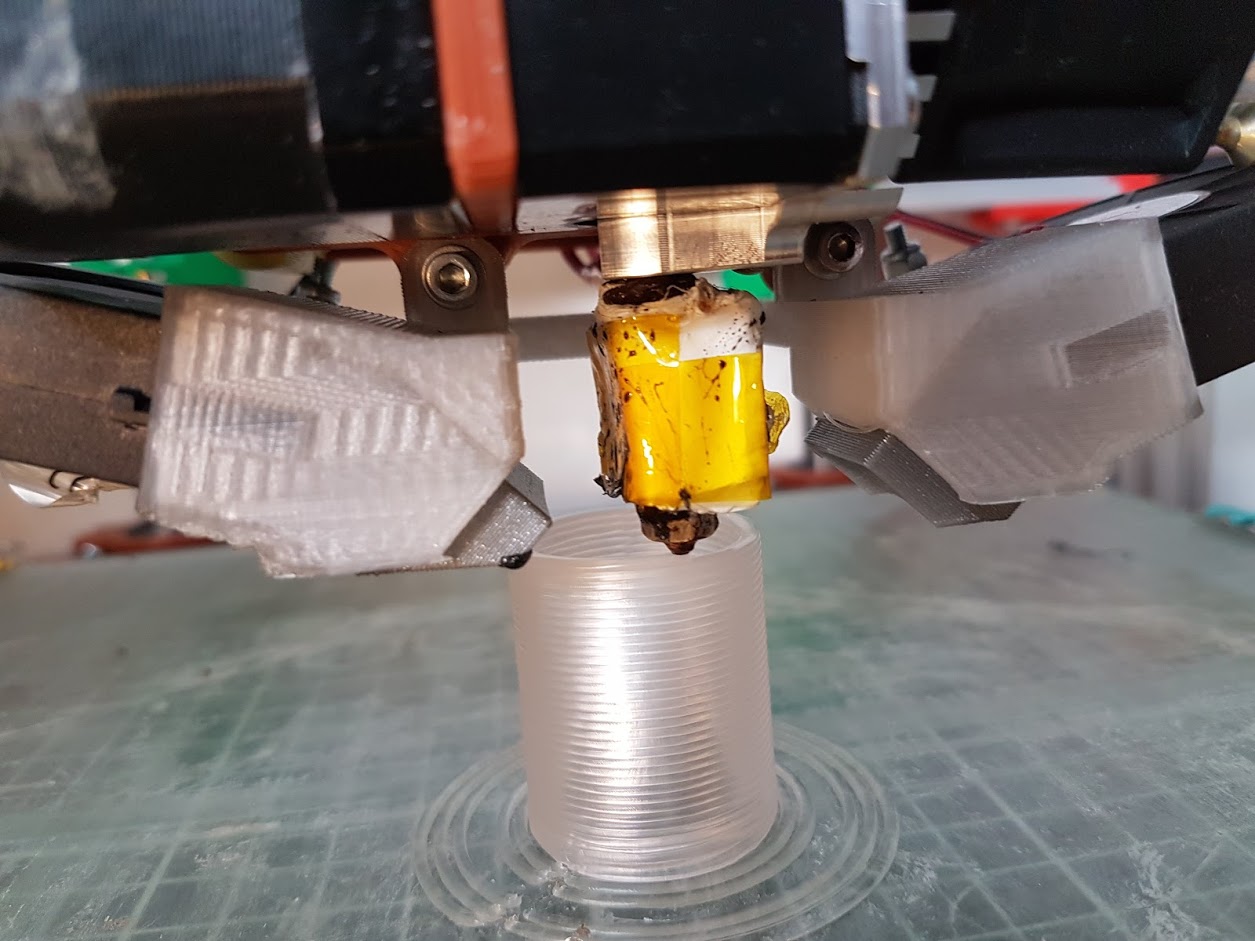
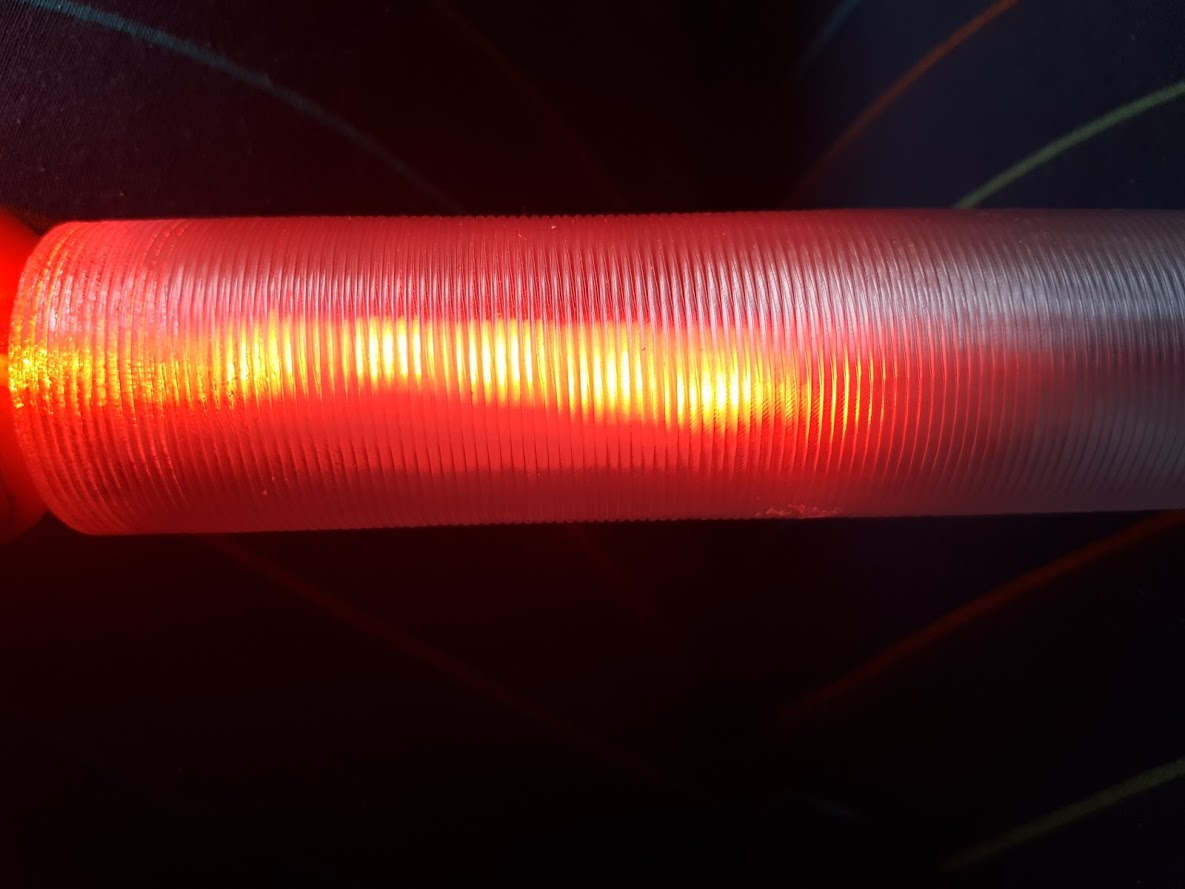
A little about lighting. The problem of LED strips, and LEDs as a whole - accuracy. Without tricky tricks do not create the effect of uniform glow in any of the types of plastic:

However, if you add a frosted tube to the center, the lighting is aligned

The availability of various transparent plastics for 3d printing greatly expands the boundaries of opportunities for creativity.
Transparent ABS was a pleasant discovery for me - it retained the qualities of ordinary ABS (ease of processing, high durability, affordable solvents, high temperature resistance, and tremendous experience with this material) and expanded the scope of use of the material.
Thank you for your attention, and may the Force be with you.